La fresatura consente di tagliare con precisione qualsiasi forma da vari materiali, garantendo una superficie liscia e opaca dei bordi di taglio. Nel caso del plexiglass trasparente, è possibile utilizzare la fresatura diamantata, che conferisce ai bordi un effetto di trasparenza a specchio. La fresatura è una scelta eccellente per progetti che richiedono alta precisione ed estetica di finitura.
La tecnologia laser consente di tagliare rapidamente e con precisione forme da molti tipi di materiali. Il processo di taglio laser fonde i bordi, creando un effetto di trasparenza e lucentezza. Sebbene la superficie dei bordi non sia perfettamente piatta, le lievi irregolarità aggiungono un effetto visivo caratteristico.
Il taglio plotter è utilizzato principalmente per materiali come pellicole autoadesive o cartoni sottili. Permette di tagliare con precisione forme semplici e complesse in breve tempo. È un metodo ideale per progetti che richiedono alta ripetibilità e bassi costi di produzione.
Il taglio tradizionale con ghigliottina offre un metodo semplice ed economico di lavorazione. Sui bordi di taglio possono rimanere piccoli segni e compressioni, che possono essere facilmente rimossi con carta abrasiva. La possibilità di scegliere l'opzione di levigatura dei bordi consente di ottenere una finitura estetica.
Riepilogo:
Ogni tecnologia di taglio ha le sue caratteristiche uniche, che possono essere adattate alle specifiche del progetto. Grazie alle ampie possibilità tecnologiche, possiamo garantire una lavorazione precisa ed estetica di qualsiasi materiale, soddisfacendo anche le aspettative più esigenti dei clienti.
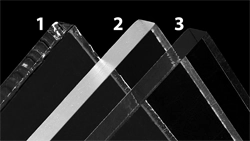
1. Taglio - laser CO2
2. Fresatura plexi
3. Lucidatura dei bordi con fresa diamantata
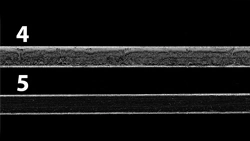
4. Taglio TuBond con ghigliottina
5. Fresatura Tu-bond
Il plotter industriale a portale Kimla 1326 è un dispositivo moderno per la lavorazione precisa di vari materiali mediante fresatura, taglio con coltello e cordonatura.
Gli elementi tagliati sulla fresatrice hanno bordi affilati e residui dello strato superficiale del materiale. La smussatura dei bordi e la rimozione dei residui è a carico del Cliente - si consiglia l'uso di carta abrasiva con grana 150-200.
La fresatrice Kimla 1326 garantisce una lavorazione precisa e versatile di vari materiali, rendendola una soluzione ideale per il settore pubblicitario, industriale e della produzione di imballaggi.
Il processo di lucidatura dei bordi con fresa a lama di diamante monocristallino sulla macchina Kimla riguarda il plexiglass trasparente e consiste nell'utilizzare uno strumento diamantato speciale per ottenere bordi lisci e trasparenti dopo la fresatura.
La lucidatura diamantata è un metodo efficace, particolarmente per elementi di alta qualità in plexiglass utilizzati nella pubblicità e nelle esposizioni, dove è importante una finitura perfetta e l'estetica del dettaglio.
La piegatura di materiali compositi, come Tu-Bond (DiBond), viene realizzata mediante l'incisione di una scanalatura a V utilizzando una fresa conica. Questo processo consente di piegare con precisione il pannello senza intaccare gli strati esterni di alluminio, garantendo una finitura estetica e duratura.

La piegatura dei bordi Tu-Bond viene utilizzata anche nel calcolatore di targhe e segnaletica. Questo serve a irrigidire la superficie frontale e trasformare il pannello piatto in una struttura spaziale. Questo processo aumenta la durata della targhetta e ne migliora l'estetica, eliminando la necessità di utilizzare cornici o rinforzi aggiuntivi.
Grazie all'uso della fresa conica, la fresatrice Kimla consente una piegatura precisa e ripetibile di Tu-Bond (DiBond), rendendola una soluzione ideale per il settore pubblicitario, edilizio e industriale.
La cordonatura/piegatura è un processo che consente di piegare in modo estetico e preciso i materiali stampati.
Nel caso di cordonature, perforazioni o piegature di progetti non standard (non definiti nei modelli) è necessario:
La perforazione è un processo di legatoria che consiste nel realizzare una serie di piccoli tagli lungo una linea, consentendo di strappare facilmente parti di un foglio di carta. Grazie a questa soluzione, è possibile separare comodamente frammenti di materiale, come coupon, moduli o biglietti, senza l'uso di forbici o strumenti da taglio.
La cucitura a sella è un metodo di legatoria in cui i fogli di carta sono piegati e cuciti con graffette metalliche lungo il dorso. Questo modo di unire le pagine è durevole ed estetico, e consente anche di aprire facilmente l'opuscolo. La cucitura a sella è ideale per opuscoli sottili, guide, quaderni, taccuini.